

出荷前検査・確認
圧力検査
 撹拌機軸封部の漏れ検査:水圧にて設計圧力の1.5倍(法規による)の圧力をかけ、1時間以上保持。
撹拌機軸封部の漏れ検査:水圧にて設計圧力の1.5倍(法規による)の圧力をかけ、1時間以上保持。
膜圧検査
 塗装色は全て客先の指定に合わせます。塗布後の膜厚測定。
塗装色は全て客先の指定に合わせます。塗布後の膜厚測定。
羽根バランス検査
 水平レベルをレーザーにて調整したバランサー上で機械加工にて芯調整した軸(仮)に取付、羽根単体のバランス確認。
水平レベルをレーザーにて調整したバランサー上で機械加工にて芯調整した軸(仮)に取付、羽根単体のバランス確認。
芯振れ検査
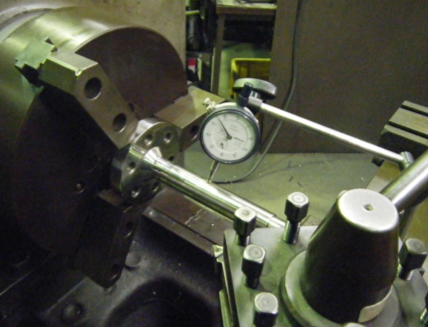 撹拌軸製作後、ダイヤルゲージにてベアリング部、軸封部、先端部の測定。
撹拌軸製作後、ダイヤルゲージにてベアリング部、軸封部、先端部の測定。
試運転検査
試運転確認項目
 電流値:動力に過剰な負荷がかかっていないか確認します。
電流値:動力に過剰な負荷がかかっていないか確認します。- 動力部温度上昇値:運転開始後、動力部の温度が上昇します。過剰な負荷の場合はかなり高温となりモーターが焼付きます。動力部が異常な温度にならないか温度が安定するまで約2時間運転し、各部の温度を測定します。目安として、外気+40℃以内が許容範囲無です。
- 振動値:振動計にて測定。本体の振動は、メカ部、撹拌軸に損傷を与える恐れがあります。また、各部ボルトの緩みの原因となります。振動計にて各部の振動値がないか確認します。
- 異音検査:騒音計にて異常音がないか確認。特に軸封部、減速部、動力部、ベアリング部は摩耗音がないか聴診器で確認します。
- その他:安心してご使用いただけます様、各部機械的な確認を行います。

その他の検査
外観検査
寸法検査
ご要望によりタンクに撹拌機を据付、実液or水張り試運転検査を行います。弊社で製作したタンクの場合は、弊社で据付、試運転行いますが、タンクが現場にある場合は、現場にて行わせていただきます。
また、タンクの製作が弊社でない場合も弊社に持ち込みか、製作会社に伺い行います。