STIRRER
攪拌機製作
- ホーム
- 攪拌機製作
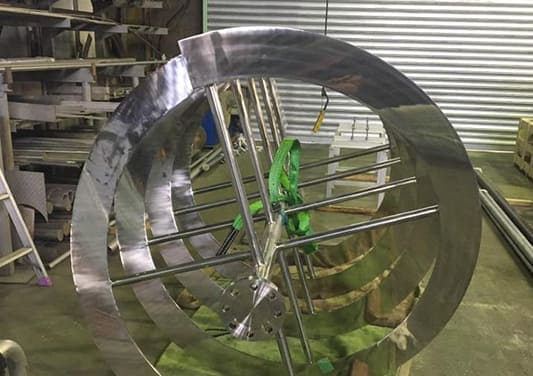


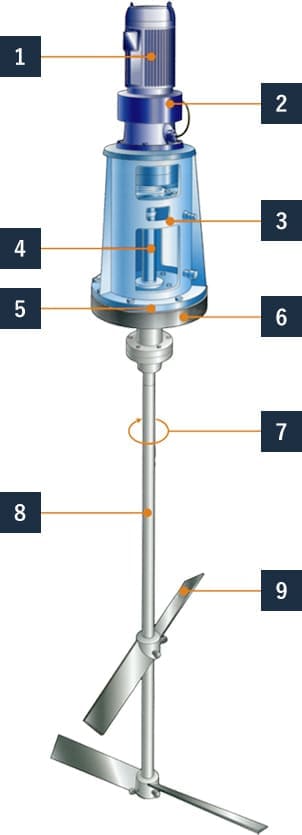
撹拌機の基本構造
お客様のニーズに合わせて、特殊構造の撹拌機も製作できます。
1動力部
0.1kw〜55kw
- 屋内/屋外型
- 防爆仕様(eG3・D2G4など)
2減速機
- サイクロ減速
- バイエル変速
- ギヤ減速
- プーリー&スプロケット など
3ボディ
- 材質:鉄 or ステンレス
- 軸受(ラジアル・スラスト)
4軸封部
- Wメカニカルシール
- メカニカルシール
- ドライメカニカルシール
- グランドシール
- オイルシール など
5カップリング
- フランジ下
- ボディ内
- 直結式
- ボルト脱着式
6据付寸法
- タンク取付座より
7回転数
〜3650rpm
- SUS316L
- アロイC-22
- SUS329J4L等
- ライニング(PTFE、FRP、HRL等)
- コーティング(PFA、PE等)
- バフ研磨
8シャフト
材質…SUS304 または特殊鋼 など
- ライニング
- コーティング
- 研磨
9羽根
- プロペラ
- パドル
- タービン
- アンカー
- Wリボン
- ディスパー
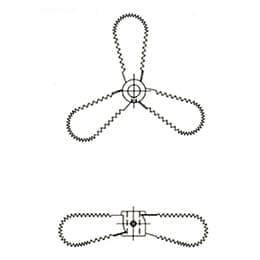
- 3枚後退翼
- 門形翼
- 特殊翼 等
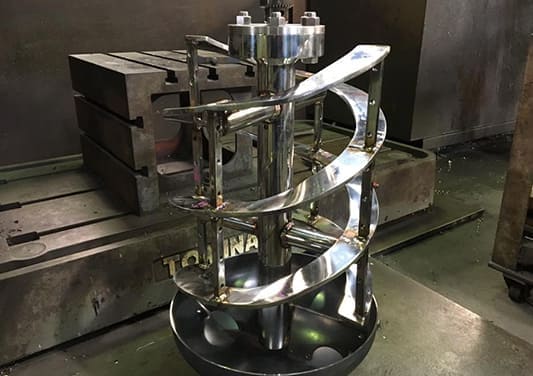
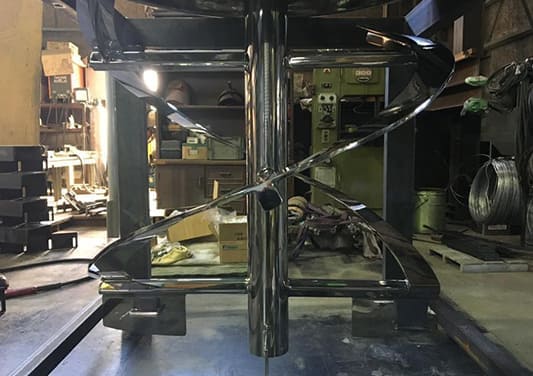
撹拌羽根形状
撹拌目的にあった各種羽根をそろえています。
標準パドル
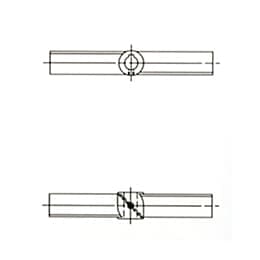
均一撹拌等
四枚パドル
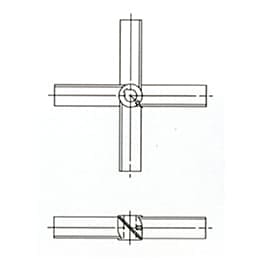
強均一撹拌等
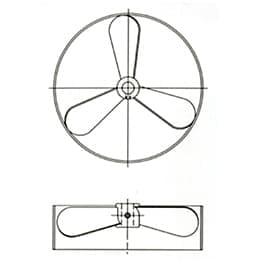
標準3枚プロペラ

均一撹拌等
ジェット式プロペラ
沈降防止型
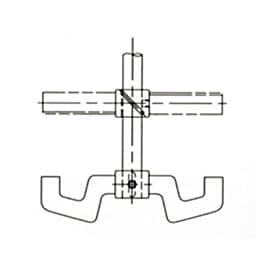
ノコギリ型
浮化等
アンカー型
高粘土
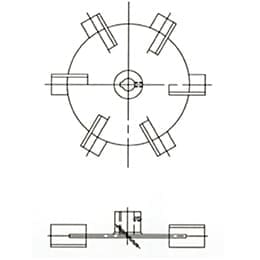
フラットブレードタービン
溶解
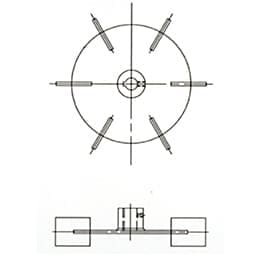
ピッチブレードタービン
溶解及び均一化
ヘリカルリボン
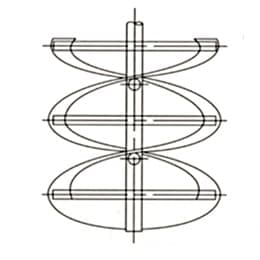
高粘土
湾曲パドル

溶解
撹拌羽根形状
可搬式撹拌機、堅型取付式撹拌機、側面取付型撹拌機、底面取付型撹拌機、リボンブレンドミキサー、インラインミキサー、粉体連続溶解装置、分散機表面バッキ装置、高粘度撹拌機、供給用スクリューコンベア、反応装置、送風機
攪拌機設計の流れ
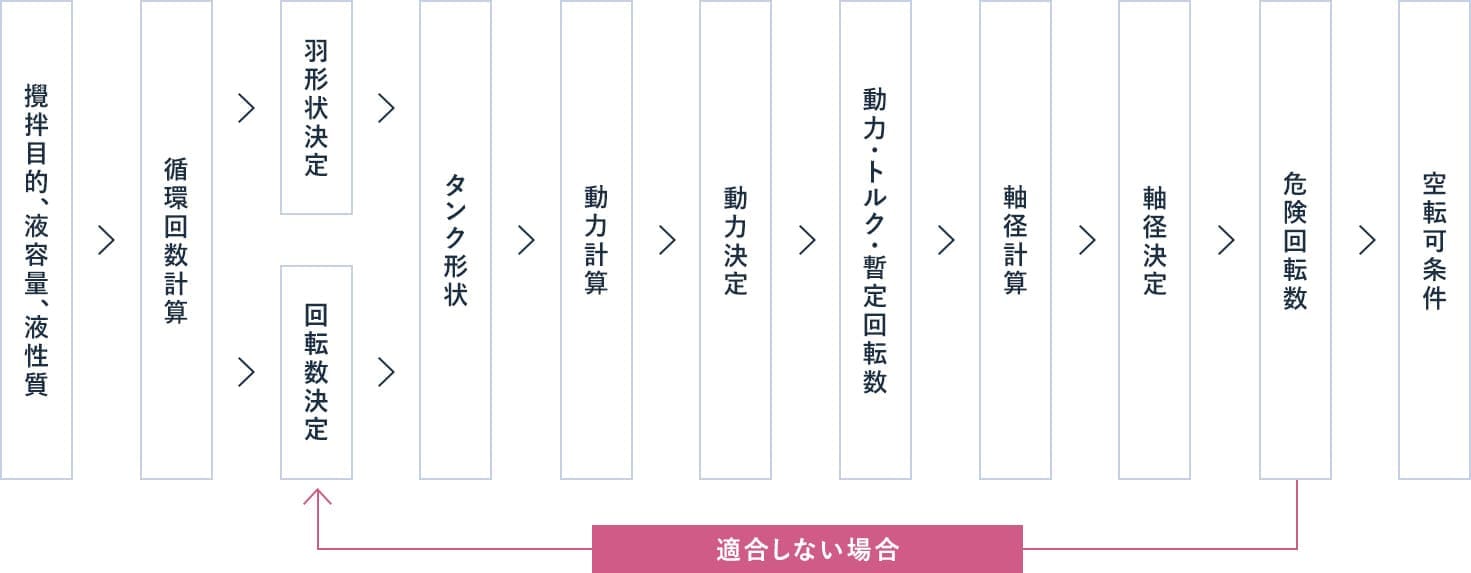
設計に必要な情報
撹拌目的 (均一撹拌・混合・溶解・反応・乳化・沈降防止・分散・電熱) / タンク形状 (形状・サイズ・バッフルの有無) / 液容量 (立法メートル) / 液量の増減 (有・無) / 液性質 (比重・粘度・pH)
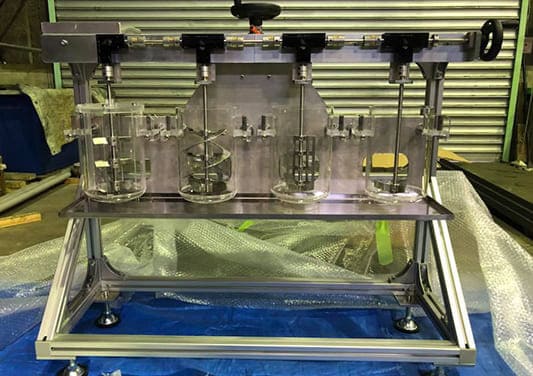
撹拌による槽内液フローパターン
立体撹拌機偏心取付
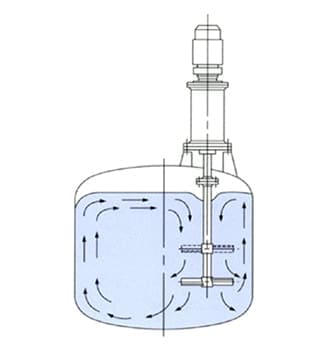
均一撹拌等
槽内にバッフルプレート設置が好ましくない場合撹拌機の取付位置を偏心することにより良好な撹拌が得られる。
立型撹拌機(邪魔板付)
円筒両鏡タンク・円筒コニカルタンク
邪魔板(バッフルプレート)により共回り現象及びうず流を抑制し乱流状態となり撹拌効果が増大する。
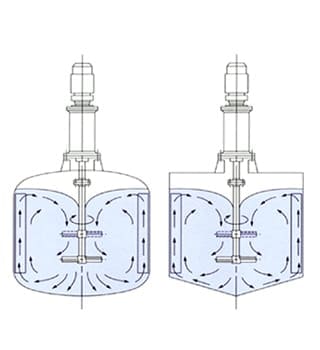
立型撹拌機2基対応型
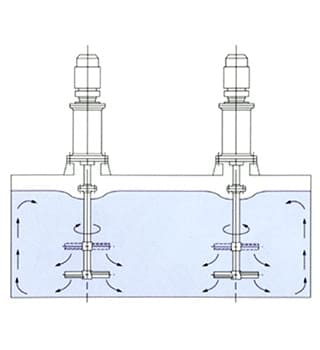
長方形のタンク
撹拌機2基同時運転にて右回り下押し撹拌左回り下押し撹拌で液をぶつけあつことにより撹拌効果が増大する。
横型撹拌機
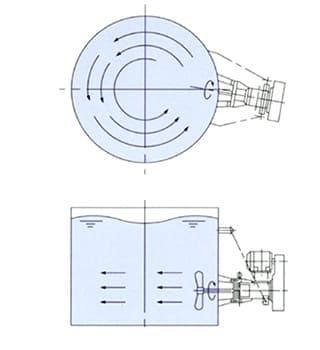
円筒タンク旋回流方式
プロペラの回転方向が駆動側から見て時計回り挿入方向が上から見て左向きが旋回流方式。液の流れは同一方向で緩やかな撹拌である。
横型撹拌機
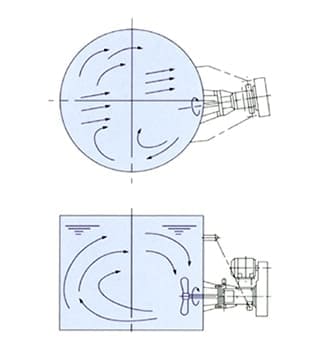
円筒タンク対流方式
プロペラの回転方式が駆動側から見て時計回り挿入方向が上から見て左向きが対流方式。液の流れは相反する方向に流れる。
可搬型撹拌機

可搬型はタンクの上にクランプで取り付けますので、取付角度(垂直方向)は10°〜30°にして、タンクの中心より撹拌翼が内側にある様に固定すると効果的な撹拌が得られます。
撹拌羽根の位置はプロペラ直径の約1〜1.5倍程タンク底部より上がった位置にプロペラがあるのが理想的です。可搬式撹拌機 (邪魔板付)
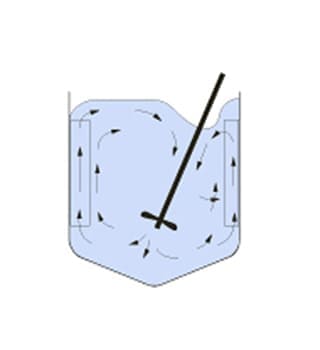
タンク側壁を上向きに流れる撹拌翼による渦流と上下の対流とにより、液は乱流を起こします。この乱流により撹拌効果が非常に高くなります。
タンク底面のコーナーについて
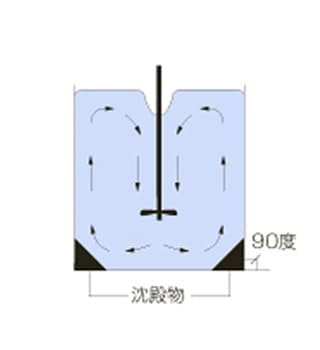
プロペラの回転方向が駆動側から見て時計回り挿入方向が上から見て左向きが旋回流方式。液の流れは同一方向で緩やかな撹拌である。
出荷前検査・確認の流れ
-
1動力部
撹拌機軸封部の漏れ検査:水圧にて設計圧力の1.5倍(法規による)の圧力をかけ、1時間以上保持。
-
2膜圧検査
塗装色は全て客先の指定に合わせます。塗布後の膜厚測定。
-
3羽根バランス検査
水平レベルをレーザーにて調整したバランサー上で機械加工にて芯調整した軸(仮)に取付、羽根単体のバランス確認。
-
4芯振れ検査
撹拌軸製作後、ダイヤルゲージにてベアリング部、軸封部、先端部の測定。
-
5試運転検査
電流値:動力に過剰な負荷がかかっていないか確認します。
動力部温度上昇値:運転開始後、動力部の温度が上昇します。過剰な負荷の場合はかなり高温となりモーターが焼付きます。動力部が異常な温度にならないか温度が安定するまで約2時間運転し、各部の温度を測定します。目安として、外気+40℃以内が許容範囲無です。
振動値:振動計にて測定。本体の振動は、メカ部、撹拌軸に損傷を与える恐れがあります。また、各部ボルトの緩みの原因となります。振動計にて各部の振動値がないか確認します。
異音検査:騒音計にて異常音がないか確認。特に軸封部、減速部、動力部、ベアリング部は摩耗音がないか聴診器で確認します。
その他:安心してご使用いただけます様、各部機械的な確認を行います。